Тендеры и лиды
Информация
АО "НПО "Аконит"
Промышленность и оборудование
Россия, Вологда
Июнь 2025
Предприятие ежемесячно перерабатывает до 800 тонн металлических труб, поступающих от разных поставщиков. Качество труб варьируется, и в партии регулярно встречаются дефекты — вмятины, заусенцы, трещины и загрязнения.
Ранее контроль осуществлялся вручную — оператор визуально осматривал трубы перед подачей в станок. Но при таких объёмах и высокой плотности производства человеческий фактор часто приводил к пропуску брака.
Если дефектная труба попадала во фрезерный узел, это приводило к заклиниванию, остановке линии и дорогостоящему ремонту. Один день простоя обходился предприятию в до 1 миллиона рублей.
Цель
Исключить попадание труб с дефектами в зону резки
Автоматизировать визуальный контроль и снизить зависимость от человеческого фактора
Сократить количество аварий и связанных с ними простоев
На линии резки внедрена система ML Sense — программно-аппаратный комплекс машинного зрения, способный в реальном времени анализировать поверхность трубы и обнаруживать брак ещё до начала резки.
Ключевые этапы:
Анализ производственной линии.
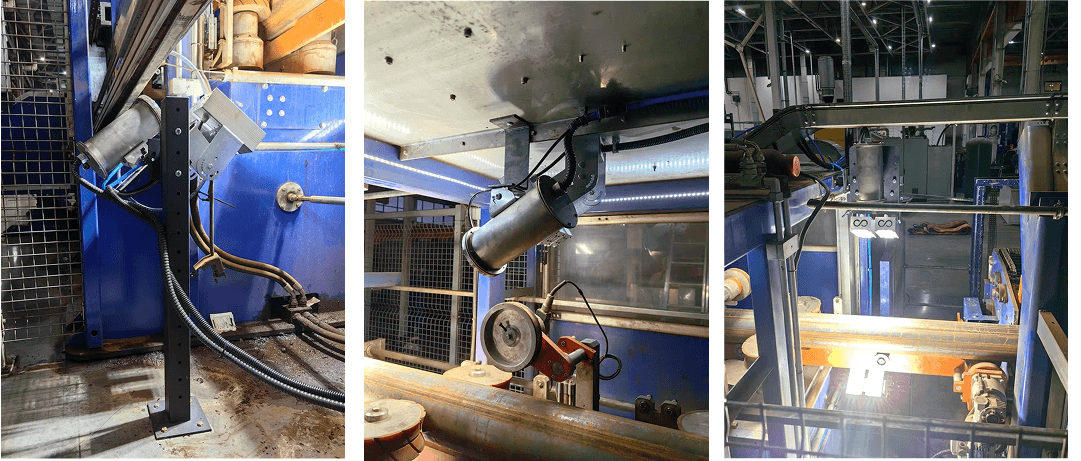
Специалисты провели обследование участка — от накопителя до роликов подачи. Система была встроена в существующую инфраструктуру без изменений конструкции.

Разработка аппаратного модуля.
Установлен блок из четырёх камер с настраиваемым освещением — он обеспечивает круговой обзор труб независимо от их диаметра.
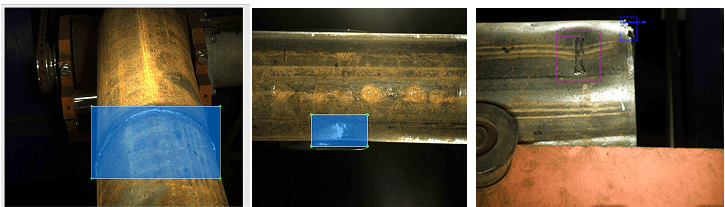
Сбор и обучение модели.
На основе реальных изображений с площадки была собрана обучающая выборка. Модель обучалась на детектирование заусенцев, трещин, вмятин, швов и загрязнений.
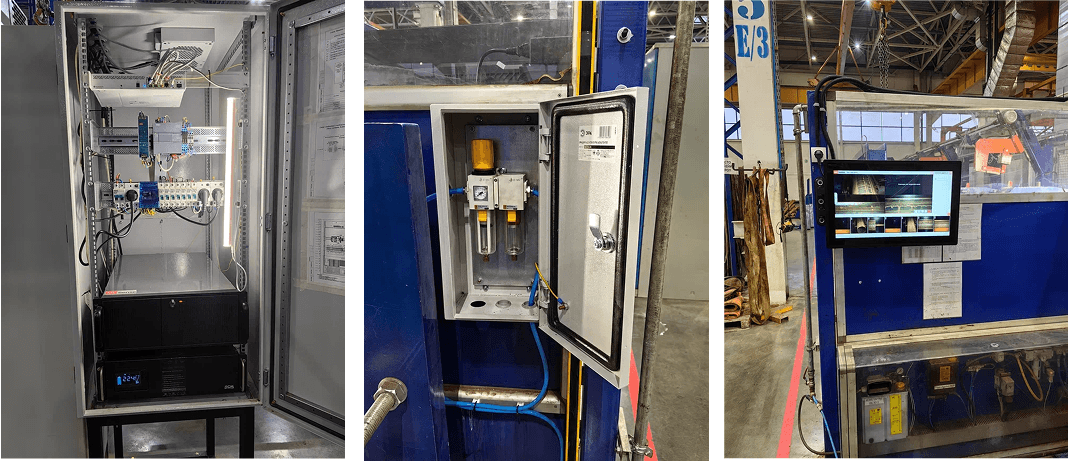
Интеграция и запуск.
Камеры, сервер и интерфейс оператора были интегрированы в систему управления линией. Все компоненты защищены от пыли и вибрации, соответствуют условиям тяжёлого производства.
Как работает система
Каждая труба проходит точку контроля до подачи во фрезерный узел.
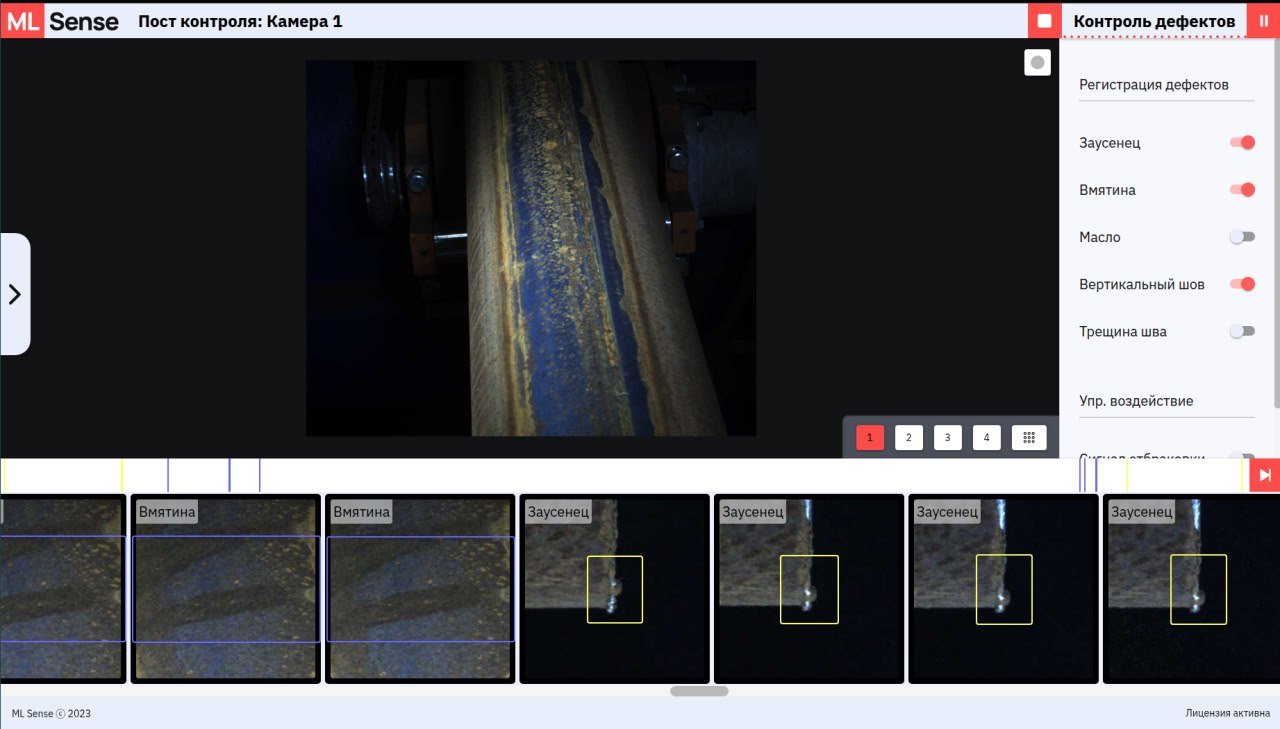
Камеры фиксируют поверхность, система ML Sense в реальном времени выявляет дефекты размером от 1 мм.
При обнаружении брака линия автоматически останавливается, загорается светозвуковой сигнал.
Оператор видит изображение дефекта в интерфейсе и принимает решение: удалить трубу или продолжить подачу.
Снижение аварий на 80%: система успешно предотвращает подачу дефектных труб в зону резки.
Минимальный дефект — от 1 мм, включая трещины и заусенцы.
Окупаемость проекта — менее 6 месяцев.
Рост стабильности производства и снижение нагрузки на операторов.