Тендеры и лиды
Информация
Промышленность и оборудование
Ноябрь 2025
Крупное машиностроительное предприятие строило новый производственный цех и поставило задачу создать покрасочный участок полного цикла автоматизации — без ручного управления и участия оператора в производственном процессе.
Задачи:
Определять тип крупногабаритной детали и её текущее производственное состояние (до грунтовки, после грунтовки, окрашена, ремонтная и др.)
Автоматически подбирать программу покраски и передавать управляющий сигнал роботу без участия оператора
Контролировать присутствие человека в рабочей зоне и блокировать процесс покраски при его обнаружении
В качестве технологической основы мы предложили ML Sense — ИИ-платформу для контроля качества с помощью машинного зрения и нейросетей. Включена в реестр отечественного ПО. В данном случае система состоит из двух частей:
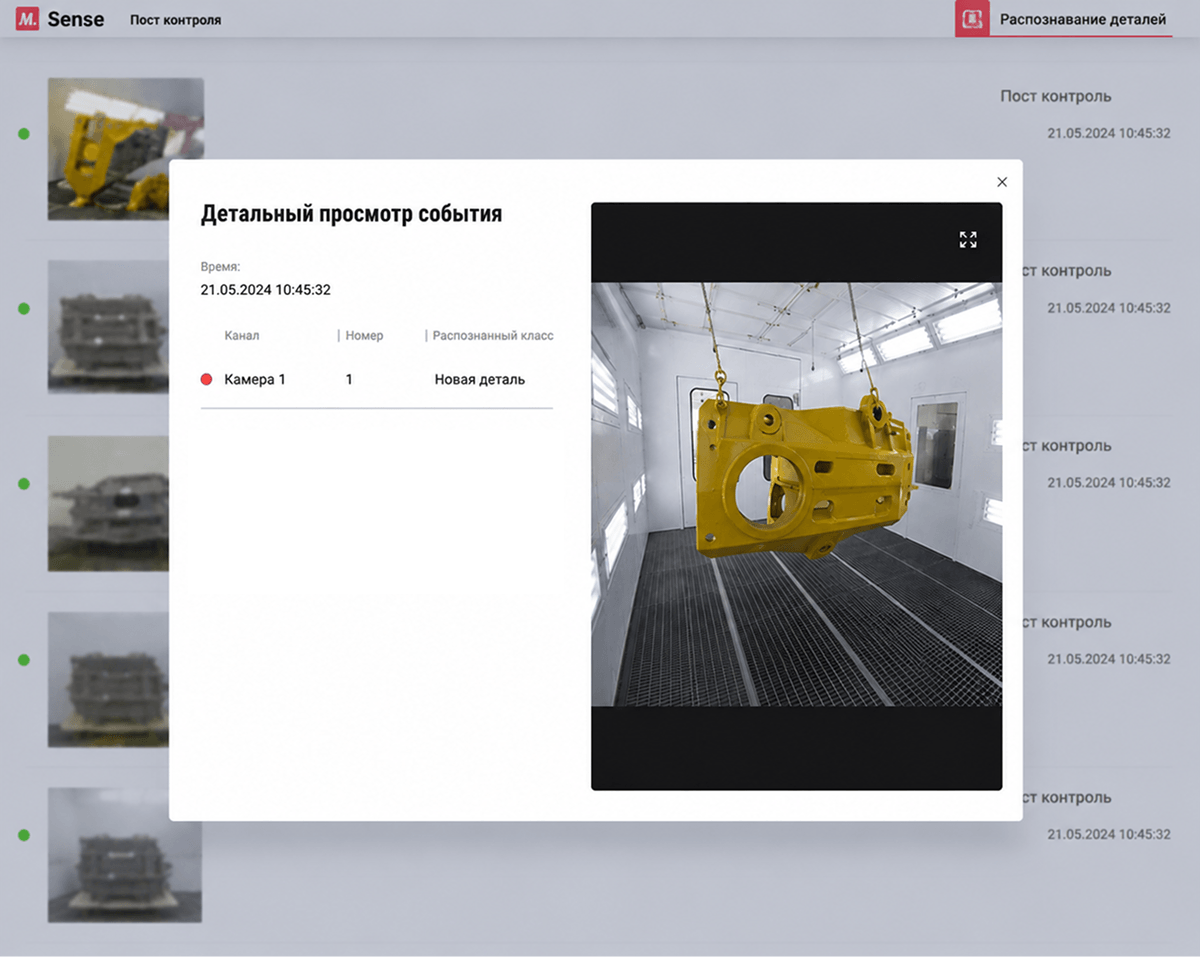
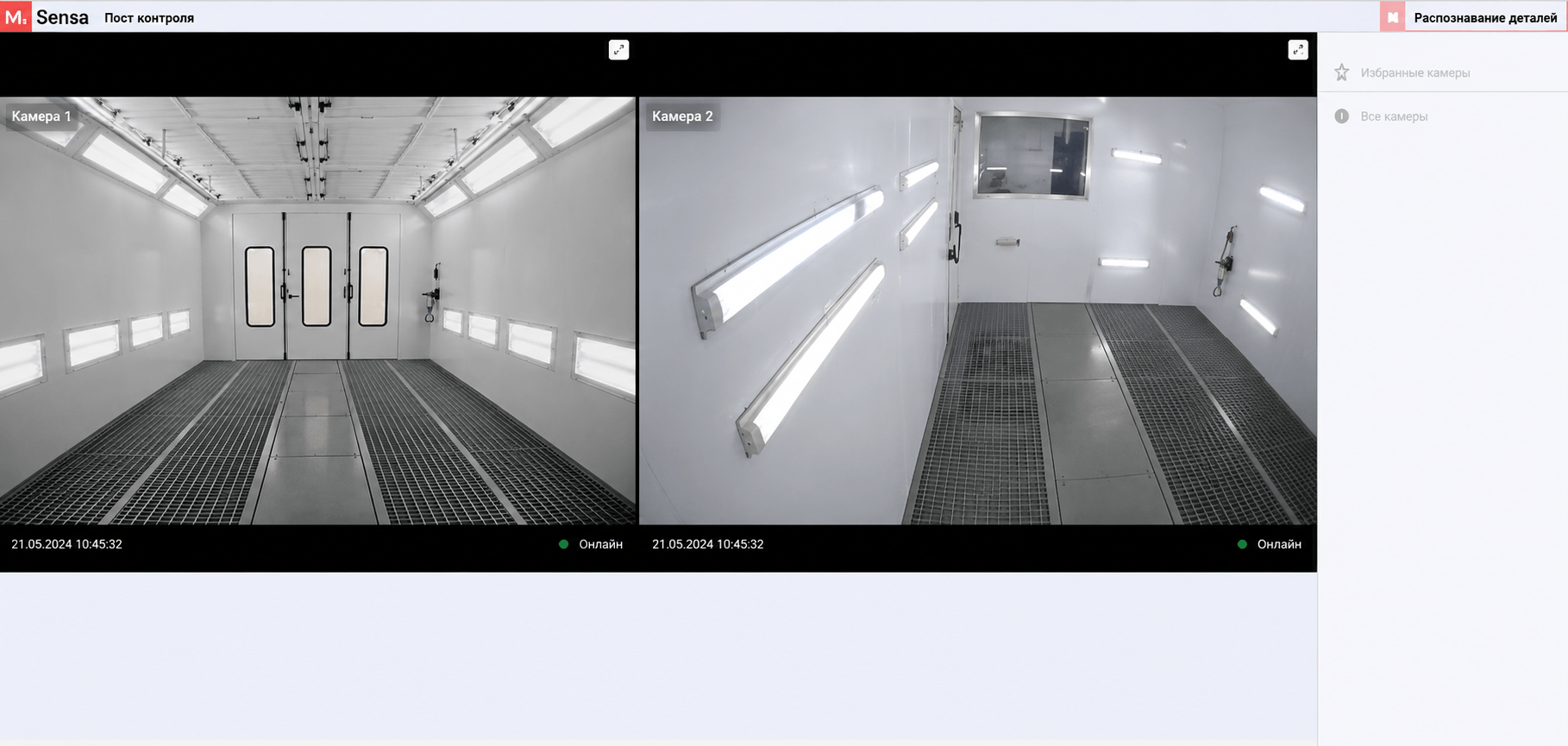
Первая камера отслеживает положение и состояние детали на рельсовом въезде
Вторая камера контролирует зону возможного присутствия оператора
Когда деталь заезжает в камеру, система сканирует её, определяет тип и состояние поверхности, выбирает соответствующую программу покраски из предустановленных сценариев и передаёт команду роботу-манипулятору. При обнаружении человека в рабочей зоне система немедленно блокирует процесс и подаёт световой и цифровой сигнал.
Покрасочная камера — среда с высоким содержанием паров растворителей и краски, что потребовало специальных технических решений:
Камеры с классом взрывозащиты 1Ex db IIC T6 Gb X / Ex tb IIIC T80°C Db X, стандарты IP66/IP68
Пневматические насадки для обдува стекла и предотвращения загрязнения линзы
Сервер в защитном шкафу
Поскольку детали были новыми, а производственные условия уникальными, готовых данных для обучения не существовало. Был разработан полуавтоматический процесс съёмки.
1) В камере установили поворотный стол: деталь помещалась на него, по сигналу контроллера стол совершал полный оборот на 360°, камеры фиксировали все ракурсы. Оператор нажатием кнопки подтверждал готовность к съёмке — система автоматически привязывала каждый снимок к коду детали и её состоянию.
2) Для трёх базовых типов деталей были отсняты все производственные состояния: до нанесения грунта, после грунтовки, после первого слоя краски, в ремонтном состоянии.
3) Параллельно была обучена отдельная модель для детектирования присутствия человека в кадре.
4) После съёмки команда вручную верифицировала разметку и дообучала модели. Итогом стал полноценный промышленный датасет, охватывающий все производственные сценарии.
Точность распознавания типа и состояния деталей — 99%
Ошибки при покраске исключены, случаи брака и переделок сведены к нулю
Контроль присутствия человека обеспечивает соответствие требованиям промышленной безопасности